Traditional manual inspection techniques often struggle to keep pace with the massive influx of data in manufacturing. Production downtime, safety incidents, and quality control issues significantly impact operational efficiency. Computer vision for manufacturing provides a robust solution to these challenges, offering advanced automation and precision. By leveraging AI-driven insights, manufacturers can enhance efficiency and productivity across their operations. Establishing a scalable computer vision platform is essential for widespread adoption across various industries.
Computer vision is a transformative technology capable of solving diverse manufacturing challenges. Vision AI is projected to boost production by nearly 40%, revolutionizing the industry. Businesses are recognizing that traditional scaling models relying on manual supervision are outdated and less effective. With computer vision for manufacturing, companies can streamline their operations, improve defect detection, and optimize processes for maximum efficiency.
In this blog post, we will explore the impact of computer vision on manufacturing and how it has transformed industries. Let's delve into the key aspects of building a scalable computer vision system for defect detection in large-scale industries. Artificial Intelligence is one of the most significant technological advancements worldwide, and its integration into manufacturing is redefining the industry landscape.
Understanding Scalable Computer Vision Systems
Computer vision, a subset of Artificial Intelligence, allows cameras to identify people, objects, and events in real-time. Scalability refers to the capability of AI solutions to handle increasing demands efficiently. A robust computing infrastructure is necessary to process continuous visual data and enable widespread deployment. User-friendly computer vision platforms help enterprises scale AI solutions effortlessly.
Harnessing the Power of Computer Vision in Manufacturing

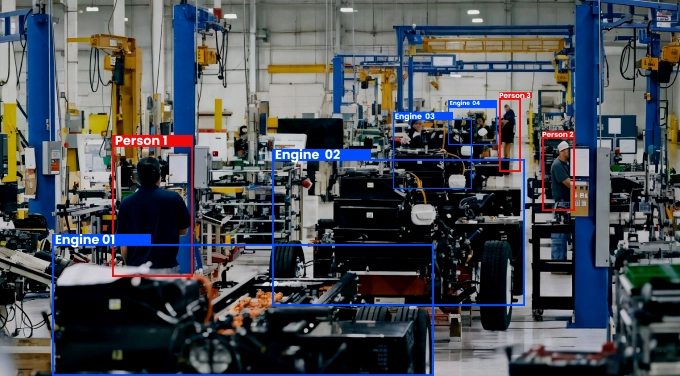
Computer vision technology enables machines to collect and analyze image/video data at unparalleled speed and accuracy. Key capabilities include object identification, image segmentation, real-time monitoring, data visualization, and image recognition. Below, we explore how vision AI is transforming manufacturing infrastructure:
Predictive Maintenance
Proper maintenance is crucial for the smooth operation of manufacturing facilities. Timely equipment maintenance helps reduce downtime and ensures factory efficiency. Traditional maintenance methods are time-consuming and costly. However, machine learning tools can analyze video footage in real time to predict potential failures. According to McKinsey, AI-driven predictive maintenance can cut maintenance costs by up to 40% and reduce downtime by 50%.
Quality Control
Artificial Intelligence-powered computer vision assists in identifying defects in production lines in real time. Computer Vision for quality control has a significant impact on the manufacturing industry. It allows for precise defect detection in manufacturing equipment by analyzing images collected from cameras, effectively reducing human error and improving product quality. AI-driven systems analyze products on production lines and automatically detect defects without requiring manual inspection. These advanced systems provide instant feedback on detected defects, allowing manufacturers to make necessary adjustments in the production process.
Process Optimization
AI-powered computer vision helps manufacturers assess the finest product details, identifying faults and glitches to reduce errors. Leveraging computer vision models enhances operational efficiency and minimizes downtime. These models collect process data from video feeds using IP cameras, analyze the information, and generate real-time insights. This results in increased productivity, improved product quality, and reduced costs.
Real-Time Safety Monitoring
Safety compliance is a top priority in manufacturing facilities. AI-powered object detection systems can identify unsafe worker behavior, PPE non-compliance, and hazardous conditions. By detecting risks in real time, computer vision helps prevent accidents and ensures a safer work environment.
Challenges in Scaling Computer Vision in Factories
While computer vision offers transformative potential for manufacturing, scaling these solutions presents certain challenges:
Computational Resources
Advanced AI algorithms require powerful GPUs and extensive computational resources. Processing large volumes of visual data can be challenging. Edge computing helps reduce the burden, but implementing advanced edge technology presents its own set of deployment challenges.
Model Training
Computer vision models rely on vast datasets, and acquiring and labeling this data can be time-consuming and costly. Deploying trained models requires specialized expertise. Ensuring consistent performance also demands a robust model management and deployment strategy.
Integration with Existing Systems
Manufacturing facilities operate on complex infrastructure networks. Integrating computer vision solutions with existing systems poses challenges related to interoperability and data exchange. Seamless integration is necessary to maximize efficiency and effectiveness.
Core Elements of a Scalable Computer Vision System
A well-structured computer vision system consists of several key components that support scalability:
Monitoring & Management Tools – AI-driven dashboards to monitor and analyze visual data.
Advanced Algorithms & Models – AI and deep learning algorithms tailored for manufacturing applications.
Modular & Microservices Architecture – Flexible system design that allows easy scaling.
Data Acquisition & Management – Efficient handling and storage of visual data.
Edge Computing – On-premises processing to reduce latency and improve efficiency.
Cloud Infrastructure – Scalable cloud-based solutions for real-time data processing and analytics.
The Future of Scalable Computer Vision Systems
A robust computer vision platform enables manufacturing businesses to implement data-driven processes and stay ahead of industry demands. The future of computer vision lies in seamless integration with advanced AI models, edge computing, and real-time processing. Continuous advancements in AI and machine learning will further enhance the capabilities of computer vision systems. Businesses can integrate their existing analytics tools with AI-powered computer vision to boost efficiency and productivity.
Conclusion
Investing in scalable computer vision technology is a strategic decision for large-scale manufacturers. By moving beyond traditional methods, manufacturers can enhance quality, security, and efficiency. AI-powered computer vision offers immense potential for real-time monitoring, automated defect detection, and streamlined manufacturing operations.
At Nextbrain, we provide innovative AI Video Analytics Software designed to automate operations and monitor manufacturing processes in real-time. Our solutions help businesses manage and scale their vision AI applications seamlessly.
Are you ready to implement a scalable computer vision solution in your manufacturing operations? Contact our experts today to learn more about how vision AI can transform your business.

Top comments (0)